宇宙船の熱シールドと熱保護システム2025-2035年:技術と市場展望Heat Shields & Thermal Protection Systems for Spacecraft 2025-2035: Technologies and Market Outlook 宇宙船の大気圏再突入のためのタイルベース、アブレイティブ、拡張可能な空力減速機の熱保護システム(TPS)および熱シールドの粒状技術評価(10年間の市場予測を含む)。 熱保護システム(TPS)は、大気... もっと見る

サマリー宇宙船の大気圏再突入のためのタイルベース、アブレイティブ、拡張可能な空力減速機の熱保護システム(TPS)および熱シールドの粒状技術評価(10年間の市場予測を含む)。 熱保護システム(TPS)は、大気圏突入時に発生する莫大な空力加熱から宇宙船を保護するように設計されている。スペースシャトルの再突入時の最高温度は1,650℃に達し、木星大気に突入したガリレオ探査機は16,000℃に達しました。宇宙旅行の初期から、TPSの革新と進歩は宇宙ミッションの実現に不可欠でした。宇宙産業は急速に発展しており、商業事業者は新興の「スペース・エコノミー」で役割を担い始め、打ち上げコストの削減を目指している。政府機関は、火星への大型ペイロードの着陸から外惑星探査に至るまで、ミッションの目標がより野心的になるにつれて、材料科学と開発の最前線に立ち続けている。本レポートでは、様々な再突入プロファイルに必要なTPSの文脈を整理し、TPSのコア・カテゴリーを分類している。
スターシップの新しい形状は、シャトル時代のTPSの問題点を解決しようとするものである
。地球低軌道(LEO)からの帰還時に遭遇する「より低い」加熱率(1,650℃はまだステンレス鋼の融点を超えている)に対しては、高温断熱シリコンタイルがよく使われるアプローチである。全体的な熱流束が低いため、再使用可能なTPSを利用することは可能であり、軌道までのコストを下げ、より高い打ち上げ周期を可能にするため望ましい。NASAのスペースシャトル計画は、地表からLEOまでクルーと貨物を運ぶことができる、低コストで迅速な再利用可能宇宙船を提供することを目的としていた。しかし、シャトルのTPSは、高い建設費、長いメンテナンス要件に悩まされ、破損したタイルがコロンビア号の事故の原因となった。
シリコン・タイルをベースとした迅速な再利用が可能な断熱材は依然として魅力的であり、スペースX社はスターシップの上段ステージにこのTPSを採用した。しかし、スターシップのいくつかの重要な設計上の違いは、スターシップのコストと性能の問題のいくつかを否定する可能性がある。この報告書では、タイルの形状、宇宙船の形状、下部構造の材料の選択などが、TPSの性能向上にどのように貢献するかを説明している。また、先進的なカーボンカーボンやその他の高温構造から、高放射率コーティングやTUFROCの開発まで、再利用可能なTPSの主要なサブカテゴリーの開発についても概説しており、全体を通して性能データと材料構成を提供している。
膨張式TPS - 開発の最前線にある新たな選択肢
打ち上げられる宇宙船の基本的な制約のひとつは、「ロケットフェアリング」、つまり打ち上げ時のロケット機首の幅である。しかし、大気圏突入の物理学上、ヒートシールドの直径はできるだけ大きい方が有利である。斬新で新しい技術は、打ち上げ時には収納されているが再突入前に膨張する、膨張式または機械的に膨張可能なTPSを使用することである。これは、より大きなペイロードミッションを可能にする実行可能な方法と考えられており、一部の民間事業者もLEO貨物リターンのためにこの方法を追求している。このアプローチには多くの技術的課題が伴うが、大きな進歩がもたらされつつあり、2022年にはNASAがLOFTID(膨張式減速機の低軌道飛行試験)で初めてLEO再突入を成功させた。本レポートでは、エアロゲル絶縁体、高温セラミック生地、固体ガス発生器の必要性など、これらのTPSにおける主要な材料の可能性を解き明かしている。また、この開発の潜在的な用途として、価値の高いブースターエンジンのリターン、高高度着陸、より高いペイロードの運搬などが検討されている。
アブレータ - アポロからオリオンまで
アブレーションTPSは、宇宙船の再突入速度が他のすべての選択肢では単に熱に耐えられない場合に使用される、究極の保護形態である。アブレーションは、材料消費によるエネルギー管理と表現するのが適切で、再突入時にアブレータ自体が制御された方法で分解し、熱を奪って下の下部構造を保護する。アブレータは、月面帰還(アポロのAVCOATハニカム)から木星突入(カーボンフェノール)まで使用されている。本レポートでは、アブレータの材料ファミリーを細分化し、その材料構造、設置、性能エンベロープに焦点を当てている。航空宇宙グレードのレーヨン生産中止によるカーボン・フェノールの機能低下や、3D織物がその代替となり得る可能性など、歴史的背景も示している。SpaceXのPICA-X(フェノール含浸カーボンアブレーター-X)のような商業的に開発されたバリエーションもカバーされ、その性能範囲内でアブレーターの潜在的な半再利用可能性も評価される。
業界概要と市場分析
調査の一環として、IDTechExは様々なTPSを選択したいくつかの既存および今後の宇宙貨物/乗組員輸送機について調査した。打ち上げ順序、寸法、材料選択などの要素により、業界の現状を詳細に評価している。この広範な市場分析は、2035年までのTPSシステムに関するIDTechExの市場予測の基礎も形成しており、材料需要(単位:m2)と米ドルで分割している。
 主要な側面宇宙産業のレビューと背景
大気圏突入
タイルベースTPS
拡張可能な空力減速機
アブレイティブTPS
目次
1.要旨
1.1 熱保護システム - はじめに
1.2. 宇宙産業は変わりつつある
1.3. 急成長する商業軌道打上げ
1.4. 再使用型エントリー/トランスファー・ビークル - カーゴと有人
1.5. LEO部分再使用型リターン・ビークル試験タイムライン
1.6. 熱保護システムと「エアロブレーキ」
1.7. 減速オプション
1.8 ピーク熱、全熱、および滞留圧力
1.9. 熱防護システムのカテゴリー
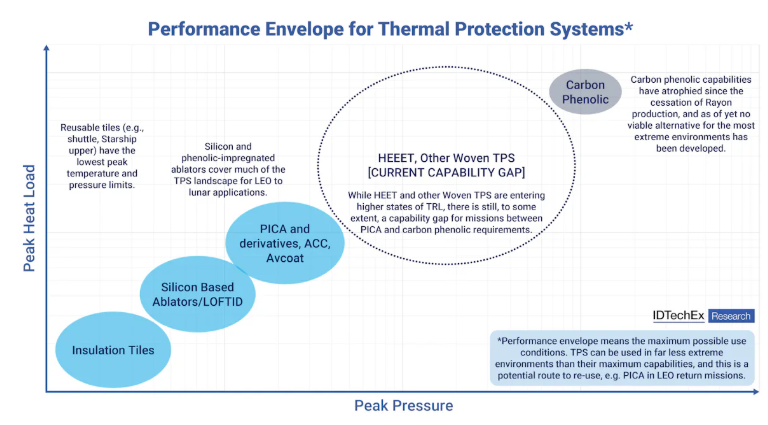
1.10. TPS性能エンベロープ(1)
1.11. TPS性能エンベロープ(2)
1.12. 熱シールドの材料および製造における産業の 役割
1.13. 予測の概要
1.14. 熱保護システムの年間設置面積
1.15 TPSの市場価値、1991年~2035年
1.16. TPSの市場価値予測(1)
1.17. TPSの市場価値予測(2)
2. 宇宙産業
2.1. 熱防護システム-序論
2.2. 宇宙産業は変化している
2.3. 宇宙に対する商業的関心
2.4. 急成長する商業軌道打ち上げ
2.5. オペレーター別の人工衛星打ち上げ数(1957年~2024年)
2.6. BEO打上げは依然として低水準
2.7. 打上げプロバイダーの中で圧倒的な存在感を示すSpaceX
2.8. 宇宙ミッション領域
2.9. 微小重力製造
2.10. 宇宙の商業化-材料設計への影響
2.11. 貨物カプセルと乗員カプセル-TPSが再利用性を実現
2.12. 貨物と乗組員の輸送
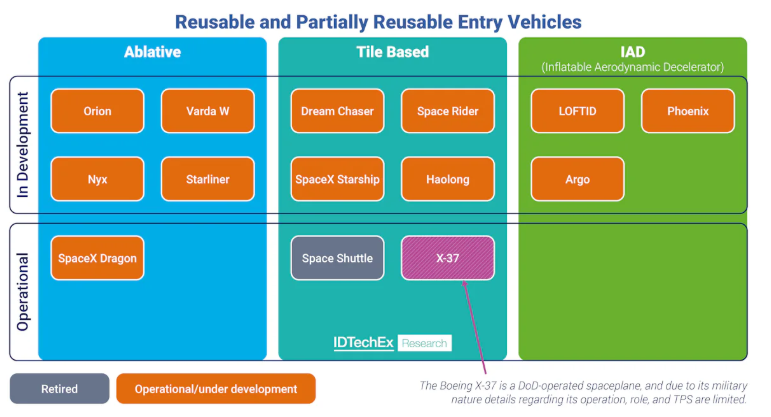
2.13. 再使用可能なエントリー/トランスファー・ビークル - カーゴと有人
2.14. 再使用可能なエントリー/トランスファー・ビークル - カーゴと有人
2.15. LEO部分再使用可能リターン・ビークル試験タイムライン
2.16. 部分再使用可能性
2.17. 部分再使用可能性 - TPSオプション
2.18. クルー/カーゴ・リターン・ビークル
3.大気圏再突入
3.1. ツィオルコフスキーのロケット方程式
3.2. 熱保護システム&「エアロブレーキ」
3.3. 大気圏突入 - 概要
3.4. 軌道車両のエネルギー
3.5. 減速のためのオプション
3.6. ブラントボディコンセプト
3.7. 対流熱 vs 放射熱
3.8. ピーク熱、全熱、滞留圧力
3.9. TPSの分類
3.10. 熱保護システムの分類
3.11. 熱保護システム
3.12. コストと性能
3.13. TPSのピーク発熱量と圧力限界
3.14. TPSの性能エンベロープ(1)
3.15. TPSの性能エンベロープ(2)
3.16. 熱シールドの材料と製造における産業の役割
4. タイルベース TPS
4.1. 再使用可能なTPSの概要
4.2. 再利用可能TPSの材料要件
4.3. 表面放射率の重要性
4.4. 熱伝導率
4.5. 温度および密度
4.6. 宇宙船の形状が加熱に与える影響
4.8. シリカベースのタイル
4.9. 強化炭素-炭素(RCC) - (1)
4.10. 強化炭素-炭素(RCC) - (2)
4.11. RCC/ACC製造の概要
4.12. TUFROC
4.13. Advanced TUFROC
4.14. NASAスペースシャトル・オービター vs SpaceXスターシップ
4.15. SpaceX スターシップ TPS
4.16. 再利用可能なTPSの熱伝導率と密度
4.17. 温度限界と材料密度
4.18. TPSの放射率
4.19. TPS 部品メーカー
5. 拡張可能な空気力学的減速機
5.1. 概要
5.1.1. 拡張可能な空気力学的減速機
5.1.2. EADがもたらす機会
5.1.3. EADの課題
5.1.4. 弾道係数
5.1.5. 弾道係数 - 熱流束への影響
5.1.6. 金星ミッション - 弾道係数とピーク加熱
5.1.7. 弾道係数を高めるためのオプション
5.2. HIAD
5.2.1. HIAD の展開
5.2.2. NASA HIAD の建設
5.2.3. F-TPS の材料選択
5.2.4. F-TPS
5.2.5.
F-TPS の温度
5.2.6. F-TPS 用 エアロゲル
5.2.7. ガス発生器
5.2.8. ATMOS PHOENIX - 商用 IAD
5.2.9. ブースターの再利用性
5.2.10.ULA Vulcan BE-4 Reusability
5.3. MDAD
5.3.1. NASA ADEPT
5.3.2. ADEPT Construction - Spiderweave
5.3.3. Commercial MDADs
6. アブレーションTPS
6.1. Overview
6.1.1. アブレーションTPS
6.1.2. アブレーション概論
6.1.3. 高エネルギーヒートシールド環境
6.1.4. 表面アブレーションメカニズム
6.1.5. 熱分解
6.1.6. アブレーションシステムの材料要件
6.1.7. アブレータファミリーの概要(1)
6.1.8. アブレータファミリーの概要(2)
6.1.9. アブレーションTPS年表
6.1.10. アブレーション材料-形状による分類
6.1.11. NASA TPS ポートフォリオ開発
6.2. ハニカムアブレータ
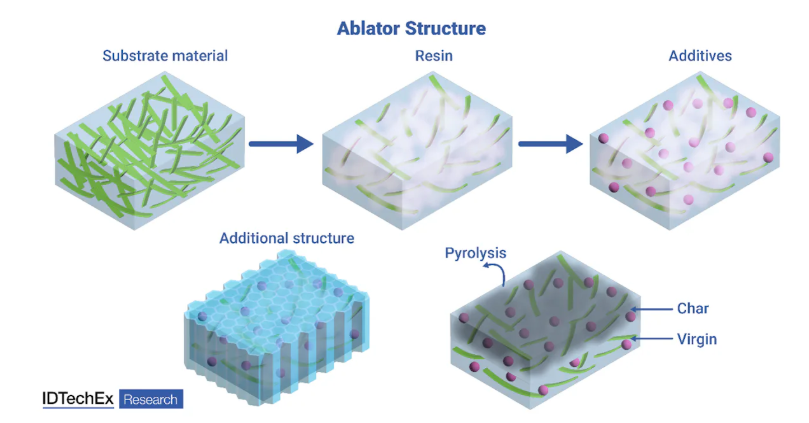
6.2.1. アブレータの材料構成(1)
6.2.2. アブレータの材料構成(2)
6.2.3. ハニカムアブレーター
6.2.4. Avcoat - Apollo to Orion
6.2.5. Orion Switch to Tiled Avcoat
6.2.6. シリコンアブレーターの組成
6.3. PICA
6.3.1.PICA
6.3.2. PICAの生産
6.3.3. SpaceXドラゴン用 PICA-X
6.3.4. アブレータの再利用性
6.4. カーボンフェノール
6.4.1. カーボンフェノール
6.5. 3次元織物TPS
6.5.1. 織物熱保護システム
6.5.2. HEEET
6.5.3. 不織布TPSの密度範囲
6.5.4. 不織布TPSの性能範囲
6.5.5. オリオンの圧縮パッド用 不織布TPS
7. 予測
7.1. 予測の概要
7.2. 軌道までの1kgあたりのコスト
7.3. TPSコストの推移(1)
7.4. TPSコストの推移(2) -アブレイティブ
7.5. TPSコストの推移(3) - タイルベース
7.6. TPSコストの推移(3) - タイルベース
7.7. 飛行回数、1991年~2024年
7.8. 打ち上げプロバイダーの中で圧倒的な存在感を示すSpaceX
7.9. 熱防護システムの年間設置面積
7.10. TPSの市場価値、1991年~2035年
7.11. TPSの市場価値予測(1)
7.12. TPSの市場価値予測(2)

SummaryGranular technology assessment of tile-based, ablative, and expandable aerodynamic decelerator thermal protection systems (TPS) and heat shields for spacecraft atmospheric re-entry, including 10-year market forecasts. Thermal protection systems (TPS) are designed to protect spacecraft from the enormous aerodynamic heating generated during the entry into an atmosphere. The hottest parts of the Space Shuttle during re-entry reached 1,650°C, while the Galileo probe that entered Jupiter's atmosphere reached 16,000°C. Protecting the spacecraft during this intense thermal heating is the sole purpose of a TPS - and since the earliest days of space travel, innovations and advancements in TPS have been crucial to enabling space missions. The space industry is rapidly evolving, with commercial operators beginning to take on roles in the emerging 'Space Economy' and seeking to reduce launch costs. Governmental agencies remain at the forefront of material science and development as mission goals become more ambitious, from landing greater payloads on Mars to exploring the outer planets. This report contextualizes the TPS requirements of different re-entry profiles and breaks down the core categories of TPS.
A new geometry for Starship seeks to solve the problems of the Shuttle-era TPS
For the 'lower' heating rates (1,650°C is still beyond the melting point of stainless steel) encountered on returning from a low-Earth-orbit (LEO) - high-temperature insulative silicon tiles are an often-used approach. Because the overall heat flux is lower, utilizing reusable TPS is possible and desirable as it lowers the cost to orbit and enables a higher launch cadence. The NASA Space Shuttle program was intended to provide a low-cost, rapidly reusable spacecraft that could ferry crew and cargo from the surface to a LEO. However, the Shuttle's TPS was plagued by high construction costs, lengthy maintenance requirements, and damaged tiles were the cause of the Columbia disaster.
The promise of rapidly reusable silicon-tile based insulation remains appealing, and SpaceX has opted for this TPS for its Starship upper-stage. However, several key design differences of Starship could potentially negate some of the cost and performance problems of the Starship. The report breaks down how tile shape, spacecraft geometry, and choice of substructure material could all contribute to greater TPS performance. The report also outlines the developments of the key subcategories of reusable TPS, from advanced carbon-carbon and other hot structures to developments in high emissivity coatings and TUFROC, offering performance data and material composition throughout.
Inflatable TPS - an emerging option at the forefront of development
One of the fundamental constraints of any launched spacecraft is the 'rocket-fairing', that is, the width of the rocket nose at launch. However, the physics of atmospheric entry favors the largest heat shield diameter possible. A novel and emerging technique is to use an inflatable or mechanically expandable TPS that is stowed on launch but expands before re-entry. This is seen as a viable way to enable greater payload missions, with some commercial operators also pursuing this avenue for LEO cargo return. This approach comes with a host of technical challenges, but great advancements are being made, and in 2022, NASA completed the first successful LEO re-entry with its LOFTID (Low Earth Orbit Flight Test of an Inflatable Decelerator). The report unpacks the key material opportunities in these TPS, such as aerogel insulators, high-temperature ceramic fabrics, and the need for solid-gas generators. Potential applications for this development are also examined, including high-value booster engine return, high-altitude landings, and higher payload delivery.
Ablators - from Apollo to Orion
An ablative TPS is the ultimate form of protection, used when a spacecraft's reentry speed means all other options would simply not stand up to the heat. Ablation can aptly be described asenergy management through material consumption, and the ablator itself disintegrates in a controlled manner during re-entry, transferring away heat and protecting the substructure beneath. Ablators have been used from lunar returns (AVCOAT honeycomb on Apollo) to entry into Jupiter (Carbon Phenolic). This report breaks down the material families of ablators, highlighting their material construction, installation, and performance envelopes. Historical context is provided, such as the atrophy of Carbon Phenolic capabilities due to the cessation of aerospace-grade Rayon production, and where 3D-woven fabrics may fit in as a replacement. Commercially developed variants, such as SpaceX's PICA-X (Phenolic impregnated carbon ablator-X) are covered, as well as assessing the potential semi-reusability of ablators well within their performance envelope.
Industry overview and market analysis
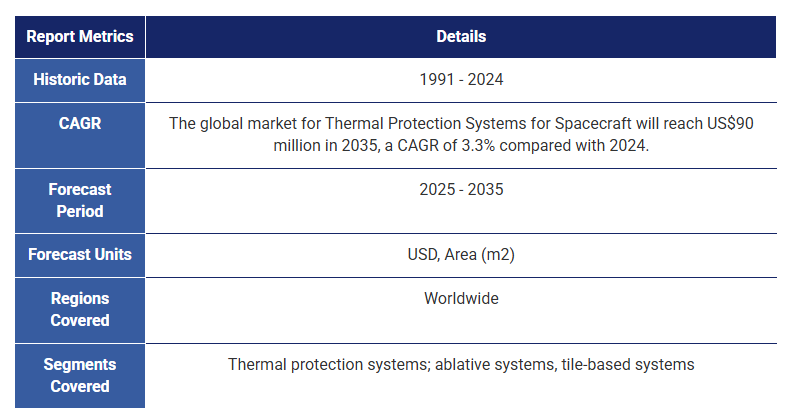
As part of its research, IDTechEx has examined several existing and upcoming space cargo/crew vehicles with a variety of TPS selections. Factors such as launch cadence, dimensions, and material selection provide a detailed assessment of the state of the industry. This extensive market analysis also forms the foundation of IDTechEx's market forecasts for TPS systems up to 2035, split by material demand (in m2) and USD.
Key AspectsA review and context of the space industry
Atmospheric Entry
Tile-based TPS
Expandable Aerodynamic Decelerators
Ablative TPS
Forecasts
Table of Contents
1. EXECUTIVE SUMMARY
1.1. Thermal Protection Systems - Introduction
1.2. The Space Industry is Changing
1.3. Commercial Orbital Launches Growing Rapidly
1.4. Reusable Entry/Transfer Vehicles - Cargo and Crewed
1.5. LEO Partially Reusable Return Vehicle Testing Timeline
1.6. Thermal Protection Systems & 'Aerobraking'
1.7. Options for Decelerating
1.8. Peak Heat, Total Heat, and Stagnation Pressure
1.9. Categories of Thermal Protection System
1.10. TPS Performance Envelope (1)
1.11. TPS Performance Envelope
1.12. Role of Industry in Material and Manufacturing of Heat Shields
1.13. Forecasting Overview
1.14. Annual Installation Area of Thermal Protection Systems
1.15. Market Value of TPS, 1991-2035
1.16. TPS Market Value Forecast (1)
1.17. TPS Market Value Forecast (2)
2. SPACE INDUSTRY
2.1. Thermal Protection Systems - Introduction
2.2. The Space Industry is Changing
2.3. Commercial Interest in Space
2.4. Commercial Orbital Launches Growing Rapidly
2.5. Orbital Launches by Country of Operator, 1957-2024
2.6. BEO Launches Remain Low
2.7. SpaceX a Dominant Player Among Launch Providers
2.8. Space Mission Domain
2.9. Microgravity manufacturing
2.10. Commercialization of Space - Implications for Material Design
2.11. Cargo and Crew Capsules - TPS Enables Reusability
2.12. Cargo and Crew Transportation
2.13. Reusable Entry/Transfer Vehicles - Cargo and Crewed
2.14. Reusable Entry/Transfer Vehicles - Cargo and Crewed
2.15. LEO Partially Reusable Return Vehicle Testing Timeline
2.16. Partial Reusability
2.17. Partial Reusability - TPS Options
2.18. Crew/Cargo Return Vehicles
3. ATMOSPHERIC RE-ENTRY
3.1. Tsiolkovsky's Rocket Equation
3.2. Thermal Protection Systems & 'Aerobraking'
3.3. Atmospheric Entry - Overview
3.4. Energy of Orbital Vehicles
3.5. Options for Decelerating
3.6. Blunt Body Concept
3.7. Convective vs Radiative Heat
3.8. Peak Heat, Total Heat, and Stagnation Pressure
3.9. Categories of TPS
3.10. Categories of Thermal Protection System
3.11. Thermal Protection Systems
3.12. Cost and Performance
3.13. TPS Peak Heating and Pressure Limits
3.14. TPS Performance Envelope (1)
3.15. TPS Performance Envelope (2)
3.16. Role of Industry in Material and Manufacturing of Heat Shields
4. TILE-BASED TPS
4.1. Reusable TPS Overview
4.2. Material Requirements for Reusable TPS
4.3. Importance of Surface Emissivity
4.4. Thermal Conductivity
4.5. Temperature and Density
4.6. Reusable TPS Material Development Pathway
4.7. Spacecraft Geometry Affects Heating
4.8. Silica Based Tiles
4.9. Reinforced Carbon-Carbon (RCC) - (1)
4.10. Reinforced Carbon-Carbon (RCC) - (2)
4.11. RCC/ACC Manufacturing Overview
4.12. TUFROC
4.13. Advanced TUFROC
4.14. NASA Space Shuttle Orbiter vs SpaceX Starship
4.15. SpaceX Starship TPS
4.16. Thermal Conductivity and Density of Reusable TPS
4.17. Temperature Limits and Material Densities
4.18. Emissivity of TPS
4.19. TPS Component Manufacturers
5. EXPANDABLE AERODYNAMIC DECELERATORS
5.1. Overview
5.1.1. Expandable Aerodynamic Decelerators
5.1.2. Opportunities Enabled by EADs
5.1.3. Challenges for EADs
5.1.4. The Ballistic Coefficient
5.1.5. Ballistic Coefficient - Impact on Heat Flux
5.1.6. Venus Missions - Ballistic Coefficient and Peak Heating
5.1.7. Diameter on Heating
5.1.8. Options for Increasing the Ballistic Coefficient
5.2. HIAD
5.2.1. HIAD Deployment
5.2.2. NASA HIAD Construction
5.2.3. Material Selection for F-TPS
5.2.4. F-TPS
5.2.5. F-TPS Temperature
5.2.6. Aerogels for F-TPS
5.2.7. Gas-Generators
5.2.8. ATMOS PHOENIX - Commercial IAD
5.2.9. Booster Reusability
5.2.10. ULA Vulcan BE-4 Reusability
5.3. MDAD
5.3.1. NASA ADEPT
5.3.2. ADEPT Construction - Spiderweave
5.3.3. Commercial MDADs
6. ABLATIVE TPS
6.1. Overview
6.1.1. Ablative TPS
6.1.2. Ablation Introduction
6.1.3. High Energy Heatshield Environment
6.1.4. Surface Ablation Mechanisms
6.1.5. Pyrolysis
6.1.6. Material Requirements for Ablative Systems
6.1.7. Summary of Ablator Families(1)
6.1.8. Summary of Ablator Families (2)
6.1.9. Ablative TPS Timeline
6.1.10. Ablative Materials - Categorization by Form
6.1.11. Families of Ablators
6.1.12. NASA TPS Portfolio Development
6.2. Honeycomb Ablators
6.2.1. Material Composition of an Ablator (1)
6.2.2. Material Composition of an Ablator (2)
6.2.3. Honeycomb Ablators
6.2.4. Avcoat - Apollo to Orion
6.2.5. Orion Switch to Tiled Avcoat
6.2.6. Compositions of Silicone Ablators
6.3. PICA
6.3.1. PICA
6.3.2. PICA Production
6.3.3. PICA-X for SpaceX Dragon
6.3.4. Reusability of Ablators
6.4. Carbon Phenolic
6.4.1. Carbon Phenolic
6.5. 3D Woven TPS
6.5.1. Woven Thermal Protection Systems
6.5.2. HEEET
6.5.3. Woven TPS Range of Densities
6.5.4. Woven TPS Performance Envelope
6.5.5. Woven TPS for Compression Pads on Orion
7. FORECASTS
7.1. Forecasting Overview
7.2. Cost per kg to Orbit
7.3. TPS Cost Progression (1)
7.4. TPS Cost Progression (2) - Ablative
7.5. TPS Cost Progression (3) - Tile-Based
7.6. TPS Cost Progression (3) - Tile-Based
7.7. Number of Flights, 1991-2024
7.8. SpaceX a Dominant Player Among Launch Providers
7.9. Annual Installation Area of Thermal Protection Systems
7.10. Market Value of TPS, 1991-2035
7.11. TPS Market Value Forecast (1)
7.12. TPS Market Value Forecast (2)
ご注文は、お電話またはWEBから承ります。お見積もりの作成もお気軽にご相談ください。本レポートと同分野(ケミカル)の最新刊レポート
IDTechEx社の 先端材料 - Advanced Materials&Crisical Minerals分野 での最新刊レポート
よくあるご質問IDTechEx社はどのような調査会社ですか?IDTechExはセンサ技術や3D印刷、電気自動車などの先端技術・材料市場を対象に広範かつ詳細な調査を行っています。データリソースはIDTechExの調査レポートおよび委託調査(個別調査)を取り扱う日... もっと見る 調査レポートの納品までの日数はどの程度ですか?在庫のあるものは速納となりますが、平均的には 3-4日と見て下さい。
注文の手続きはどのようになっていますか?1)お客様からの御問い合わせをいただきます。
お支払方法の方法はどのようになっていますか?納品と同時にデータリソース社よりお客様へ請求書(必要に応じて納品書も)を発送いたします。
データリソース社はどのような会社ですか?当社は、世界各国の主要調査会社・レポート出版社と提携し、世界各国の市場調査レポートや技術動向レポートなどを日本国内の企業・公官庁及び教育研究機関に提供しております。
|
|